- Особенности полипропиленовых труб
- Характеристика полипропиленовых труб, типы материала
- Маркировка
- Виды пайки
- Принцип термосварки
- Муфтовая, она же раструбная, полифузная термическая сварка
- Пайка стык в стык, она же торцевая
- Холодная сварка, применение клеев
- Инструкция муфтовой сварки полимерных труб на примере полипропилена
- Какие инструменты и средства потребуются
- Общие приемы пайки
- Этапы сварки полипропиленовых труб
- Нюансы пайки армированных труб
- Типичные ошибки и как их избежать
Полимерный трубный прокат сильно потеснил металлическую продукцию, и это произошло не в последнюю очередь из-за простоты соединения труб, монтажа. Систему водоснабжения из ППД, ПВХ, ПНД, металлопластика создают за считанные часы. Такой скорости нельзя достичь со стальными, чугунными изделиями, применяя трудоемкую газо-, электросварку, сложные инструменты для резки, гибки, нарезки резьбы.
Для пластика же эти операции выполняются простыми аппаратами: сварка делается нагревательными насадками, разрезать изделия можно даже обычной ножовкой, при этом не требуется особых навыков. Рассмотрим пайку полимерного трубного проката, ее виды, правила, требования, как избежать типичных и редких ошибок, соблюсти все нюансы.
Особенности полипропиленовых труб
Опишем термическую (полифузную) пайку на примере полипропиленовых труб. Для иных типов полимеров правила те же, отличается лишь температура, выставляемая на паяльнике (для ПП около +260° C, для ПНД – +220° C), время остывания. Эти параметры обычно прописывают в техдокументации сварочного утюга, они зависят от диаметра, толщины стенок изделий. Для труб с армированным слоем, расположенным близко к поверхности, потребуется снимать таковой.
Полипропилен, особенно армированный, чаще применяют именно для отопления и ГВС, так как ПВХ и ПНД позиционируется как более мягкий материал, впрочем, многое зависит от параметров и типов продукции.
Характеристика полипропиленовых труб, типы материала
Стандартный диапазон диаметров ПП труб находится в рамках 16…110 мм, что полностью удовлетворяет потребности бытовых систем водоснабжения. Для жилья обычно хватает ассортимента до 40 мм, реже до 50…63 мм. Есть диаметры и увеличенные (вплоть до 120 см), но они предназначены для трубопроводов магистральных, промышленных.

Цвет труб – это только эстетическая характеристика, не обозначает никаких качеств. Обычно выбирают белый, серый, черный цвет, а впрочем, любой под дизайн объекта, оттенки можно комбинировать. Но цвет именно маркировочных продольных полосок несет информативное значение, отображает свойства материала. Такое обозначение интуитивно понятное: синяя – холодное водоснабжение, красная – горячее. Продольные линии также удобны тем, что служат ориентиром, когда происходит стыковка труб и фитингов при пайке.

Маркировка
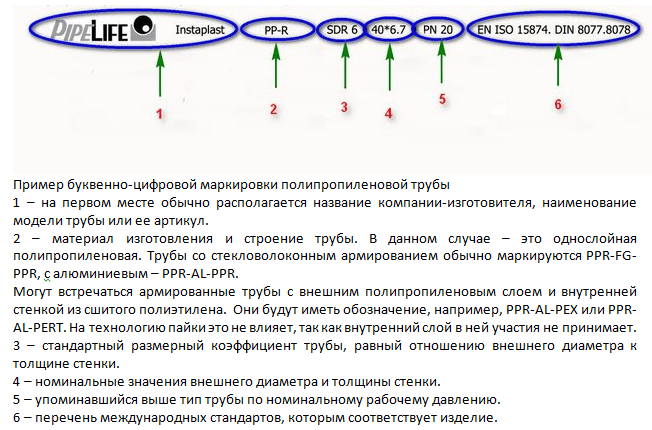
Буквенно-цифровая маркировка на внешних стенках несет информацию обо всех параметрах изделия, поэтому на нее в первую очередь обращают внимание при выборе.
По международным стандартам полипропилену присвоено обозначение в виде сокращения английского его названия – PPR. Разновидностей много, поэтому к нему добавляются разные комбинации, но первые буквы в них обычно PP, например: РРRC, РР-Н, РР-В, РР-3 и др.
Сузит диапазон рассматриваемых подходящих вариантов и четче сориентирует пользователя градация по следующему:
- по допустимому давлению перекачиваемой среды;
- по допустимым температурам.
Есть 4 основных типа ПП проката по перечисленным выше параметрам.
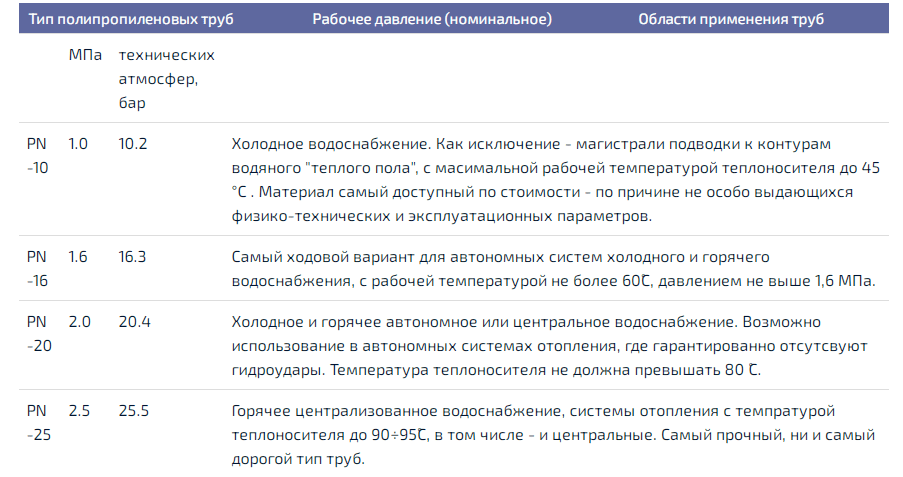
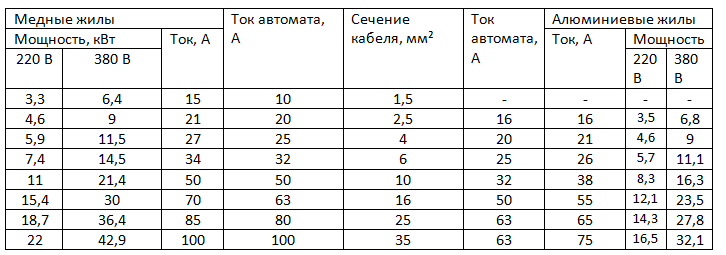
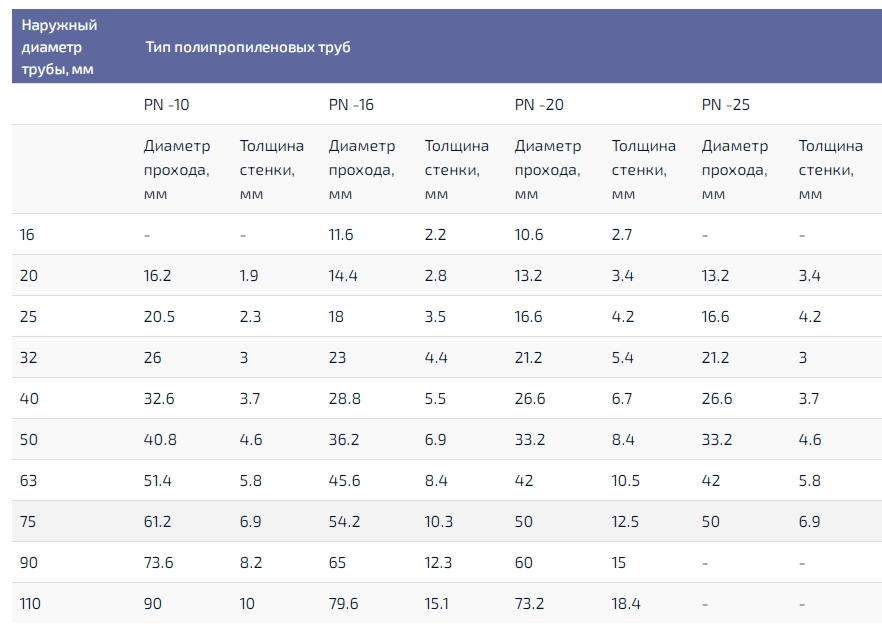
Для значительного давления потребуются стенки потолще, также этот параметр влияет на условный проход. Соотношения можно найти в многочисленных свободно доступных таблицах в сети.
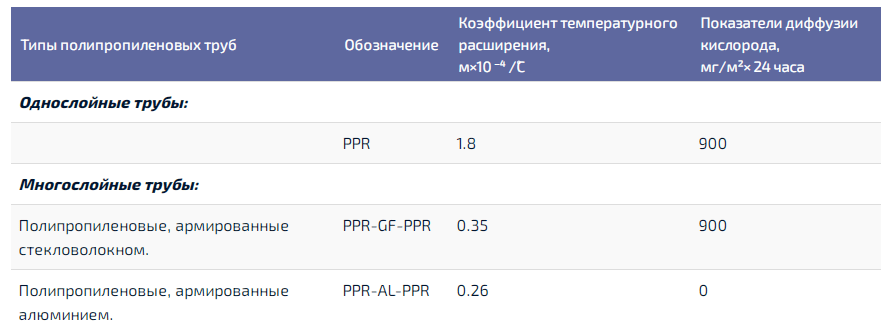
Полипропилен – наиболее распространенный материал труб для водоснабжения, но он имеет недостаток, впрочем, в той или иной мере характерный для всей полимерной продукции, – большое линейное расширение при нагреве. По его значению он (если без армирования) лучше полиэтилена, но хуже поливинилхлорида (хотя продукция из последнего в целом считается несколько хуже). Для холодного водоснабжения внутри объектов это не существенно, но в ГВС, отоплении приведет к прогибам, искривлениям на длинных и сложных участках. Также будут возникать внутренние напряжения в материале, сокращающие срок службы. Проблема решается грамотным компенсированием: ставят дополнительные элементы в виде петель, удлиняют определенные участки.

Также, чтобы свести к минимуму влияния температурных расширений, используют армированные трубы. Если укрепляющий слой металлический, то обобщенно их называют металлопластиковыми. Основные слои могут быть как из ПП, так и из ПНД, ПВХ. Укрепляющая прослойка может выполняться стеклопластиком, тогда это не МП, а труба, армированная указанным материалом, при наименовании этот факт обязательно уточняют.
Размещение армированных слоев для пайки важно. Прослойка из стеклопластика всегда расположена примерно в середине толщины стенки, поэтому никак не влияет на сварку. Но в случае с укрепленной алюминием МП продукцией фольгированный часто слой находится близко к поверхности, поэтому его надо счищать специальными насадками – шейверами. Есть также варианты, когда металлическая часть близко к середине массива стенки, тогда края срезов надо обрабатывать торцевателем. Технологию с учетом этих нюансов рассмотрим ниже.

Армирование снижает линейное расширение, а таковое фольгированное (алюминиевое) особо препятствует проникновению молекул воздуха, вызывающих повышенное газообразование, увеличение интенсивности коррозии, особенно на металлических частях системы. Поэтому укрепленный таким образом изделия всегда рекомендованы для отопления (там, где металлические радиаторы). Для водоснабжения вполне подойдет стеклопластиковое армирование, не особо влияющее на диффузию, но уменьшающее расширение в приемлемой степени.
Образцы и примеры маркировки ПП трубы и расшифровка есть в сети. Пример:
Трубы обычно продаются отрезами по 2 или 4 м. Большинство магазинов предлагают нарезку кратную 1 м. Также есть все возможные элементы и арматура для соединений: полностью из ПП и с комбинацией металла. Например: фитинги (на резьбу, переходники, с гайкам), муфты, крестовины, тройники, отводы (90°, 45°), заглушки, петли, запорные устройства, коллекторы, грубые фильтры. Все эти детали «заточены» под впаивание на ПП трубы. Стоимость приемлемая, поэтому можно купить с запасом, чтобы «набить руку».

Виды пайки
Термосварка часто называется полифузной (вид диффузии, при которой смешивается два материала и происходит полимеризация). Проводится двумя методами: стык в стык и раструбным (труба вставляется в отвод фитинга, при этом обе части расплавленные).
Принцип термосварки
Полипропилен термопластичный: при влиянии высокой температуры он размягчается и при соединении таких двух равномерно нагретых частей возникает полифузия – взаимопроникновение. Остывая, качества ПП не меняются, при правильном выполнении условий (оптимальный нагрев, степень сжатия, отсутствие сдвигов) границы между двумя участками не должно быть – вещества сливаются в единую целую монолитную структуру, возникает лишь небольшой буртик.
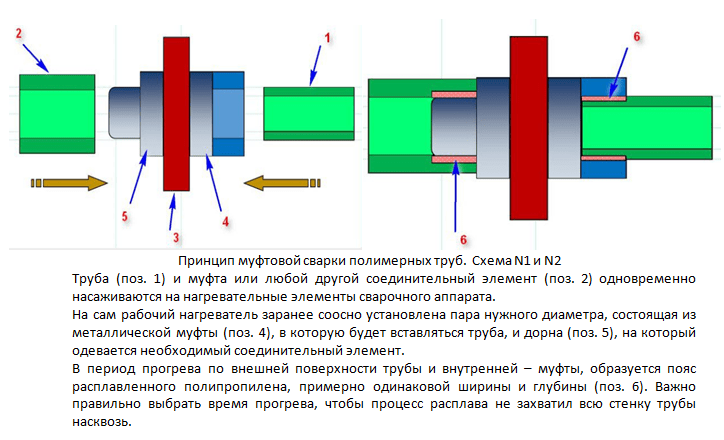
Муфтовая, она же раструбная, полифузная термическая сварка
Самая распространенная. Делается специальным паяльником с нагревательными гильзами под диаметры спаиваемых частей. Рассчитана на бытовые диаметры (малые и средние) – до 63 мм. Отрезок вставляется в муфту (фитинг, раструб), внутренний Ø которой меньший, чем таковой у наружный у трубы. При нагреве материал размягчается, что дает возможность вставить трубу в соединительный элемент, такое сопряжение в холодном состоянии невозможное. Муфтой может выступить соответствующая часть тройника, отвода, крана и пр.
Пайка стык в стык, она же торцевая
Детали подводятся идеально ровно их торцами и сжимание при определенном усилии и выдерживании до охлаждения в такой позиции. Диаметры как внутренний, так и внешний должны быть одинаковыми.
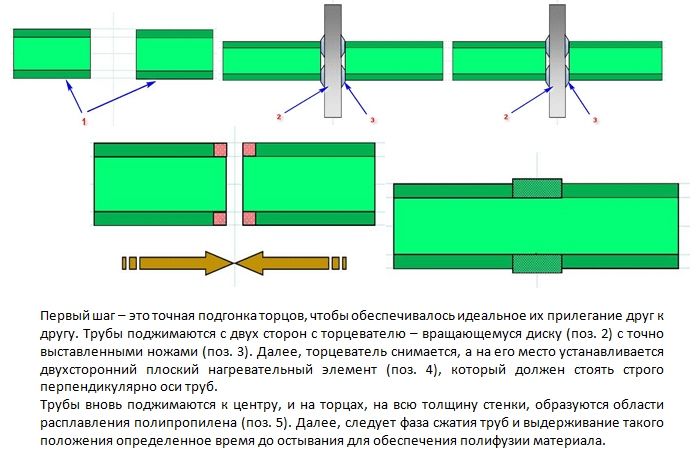 В процессе остывания возникает полимеризация сварного шва, создается монолитный сегмент соединения, аналогично как при описанном нами выше типе процедуре
В процессе остывания возникает полимеризация сварного шва, создается монолитный сегмент соединения, аналогично как при описанном нами выше типе процедуре
Простота метода обманчивая. Особо важно произвести идеальную центровку стыкуемых сегментов и при этом обеспечить достаточное усилие сжатия сопрягаемых частей, которое должно быть направленным строго по оси без малейших отклонений. Поэтому станки для стыковой пайки сложные: со станинами, хомутами, приводами по горизонтали.
Применяется торцевание. Есть и ручные аппараты для малых диаметров, так называемые сварочные зеркала, но у специалистов процедура с ними расценивается как не особо надежная.
Холодная сварка, применение клеев
В составе клея для полимерных труб есть сильный растворитель – при нанесении он размягчает, плавит верхние слои. В этот момент производится соединение частей. Происходит смешение материала двух стыкуемых сегментов и полимеризация. При этом нужно выжидать, пока вещество не улетучится.

В сети описан пример, где клеевая система дала течь только через 15 лет, ремонт состоял в обновлении соединения, используя подобный же клей. Этот способ хорош для временных линий или когда требуется оперативность работы, нет паяльника, питания для него. Особенно подойдет для ПВХ, который имеет низкую термопластичность.

Соединение клеем только муфтовое, то есть торец к торцу не склеивается. Алгоритм простой: обезжиривание, нанесение вещества, труба вставляется в фитинг, выжидается время для улетучивания растворителя и полимеризации по инструкции смеси.
Инструкция муфтовой сварки полимерных труб на примере полипропилена
Рассмотрим поэтапно, как делать раструбную полифузную сварку полипропиленового трубного проката.
Какие инструменты и средства потребуются
Аппарат для пайки (утюг, термопрессовщик). По сути это регулируемый блок питания, подающий ток, от прохождения которого происходит накаливание (по принципу ТЭНов) элементов специальной формы с заменяемыми нагревательными насадками – муфтами и дорнами под распространенные диаметры труб. Большинство моделей позволяют одновременно на своей площадке закрепить 2, 3, 4 пары разных насадок, что позволит работать с различными диаметрами без перерывов на замену гильз. Многие магазины практикуют сдачу в аренду таких приборов.
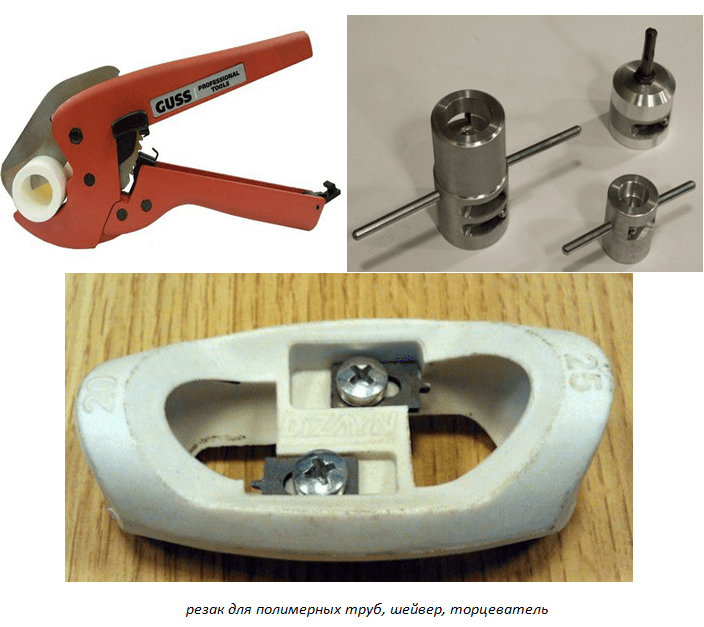
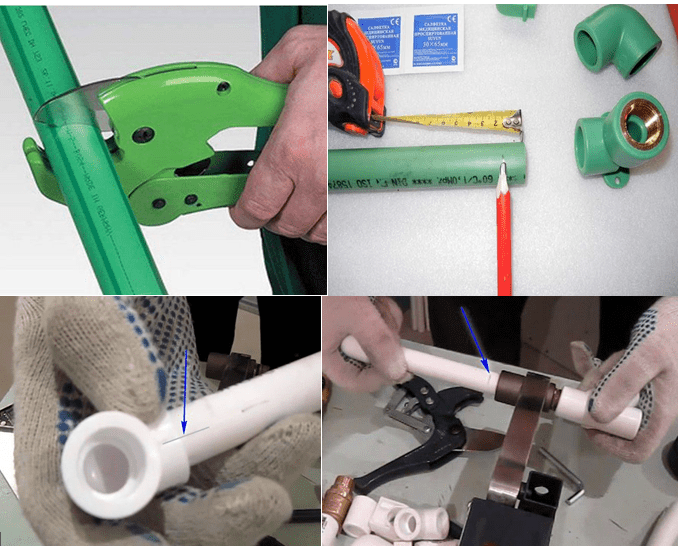
Труборез, резак, специальные ножницы. Есть различные типы. Распространенные мощные, наподобие садовых, ножницы с трещоточным механизмом для плавного реза, со сменяемым лезвием. Можно использовать обычную ножовку по металлы, болгарку, но резак обеспечит идеально ровный срез, что важно при сопряжении.

Потребуется разметочный инструмент: линейка, угольник, маркер, уровень, карандаш и подобное.

Дополнительные инструменты и средства:
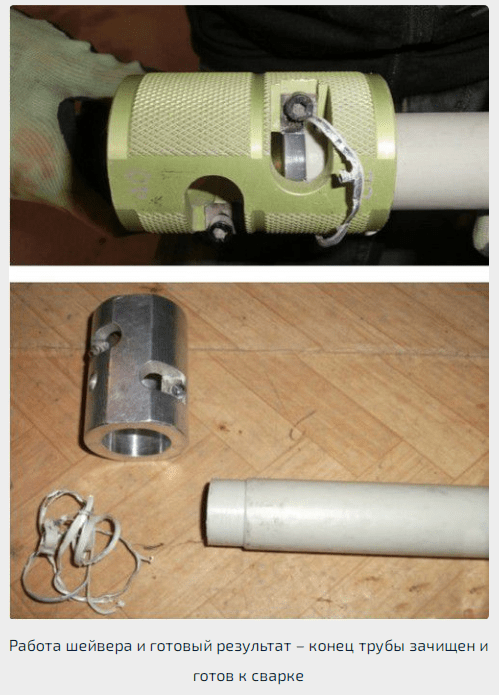
- шейвер для снятия внешнего армирования. Этот слой надо убрать, так как он будет мешать провару, а также при соединении вода может проникать в него, что приведет к расслоению трубы;
- торцеватель. Если армированная прослойка глубоко в толще стенок, то все равно потребуется подготовка, но тут уже применяется указанное устройство. Торцеватель зачищает кромку, снимает небольшую фаску;
- обезжириватель (спиртосодержащие растворители, этиловый, изопропиловый спирт), чистая ветошь. Смеси на основе ацетона, эфиров, углеводородов не стоит применять, так как полипропилен может оплыть;
- рабочая часть паяльника накаляется, поэтому потребуются перчатки для ремонтных работ.
Общие приемы пайки
Подготовка, рекомендации:
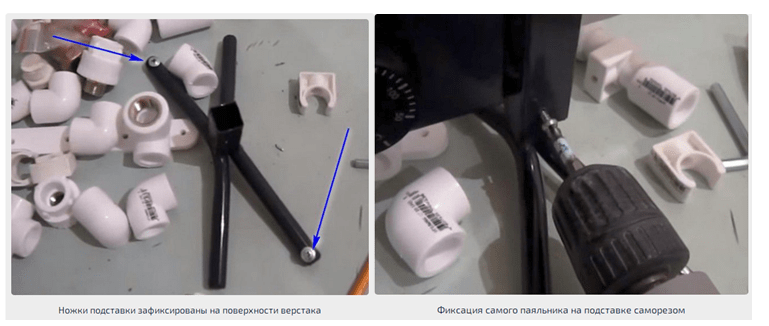
- Желательно начертить план с точными размерами всех деталей. Если объект в процессе ремонта, то можно сделать разметку на стенах, при этом удобно будет осуществить замеры. По линиям сразу можно будет закрепить фиксаторы. Есть модели с креплением для края столешниц (как у струбцин). Часто на самой подставке наблюдается люфт, поэтому в ней тоже можно просверлить отверстия и лучше закрепить корпус паяльника саморезом.
- Обеспечить надежное крепление сварочного прибора. Он имеет ножки, но все равно манипуляции будут подвигать его. Идеально будет, если поставить его на верстак (иную рабочую площадку) и прикрутить их болтами к нему.
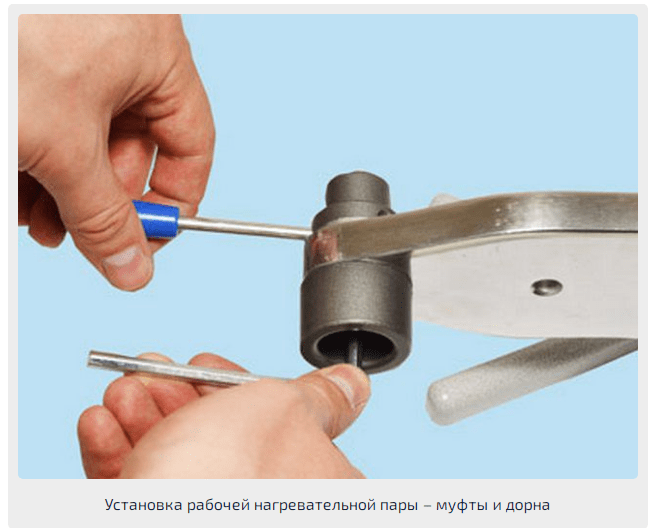
- Подготовка утюга. На пластину с посадочными местами надевают муфты и дорны под нужные диаметры. Если работают с одним типом изделий, то фиксируется одна пара, на самое близкое к концу гнездо. Есть модели сварщиков с цилиндрическими нагревателями, у них крепление хомутное, сориентироваться будет несложно.
- Если гильзы уже использовались, то снимают с них нагар ветошью, деревянной лопаткой, не металлическими инструментами, чтобы не снять тефлоновое покрытие.

Включение паяльника:
- Термопрессовщик подсоединяется в сеть. Обычно в комплекте аппарата есть подробная инструкция, где указано, какие полимеры, с какими диаметрами, толщиной стенок он обрабатывает, температуры, время. Информацию можно найти и в интернете.
- Стандартное значение для полипропилена +260 °C. Выставляется на регуляторе прибора. Есть мнение, что величину нужно увеличивать с повышением диаметра (20 мм – +260, для 25 мм – + 270 и т. д.). Это не так, значение t° одно, просто меняется время прогревания. Может быть иной принцип, но в инструкциях большинства аппаратов отображена именно такая закономерность.
- Красный свет лампочки – происходит нагрев, зеленый – нужный предел достигнут. Может быть свой вариант индикации, включая дисплеи.
Подготовка сопрягаемых деталей:
- Отрезают нужный сегмент, подбирают соединительный элемент – муфту, фитинг, тройник и пр. – по схеме системы.
- Очистка от пыли и грязи, обезжиривание. Даже несколько крупинок посторонних веществ, нарушат соединение.
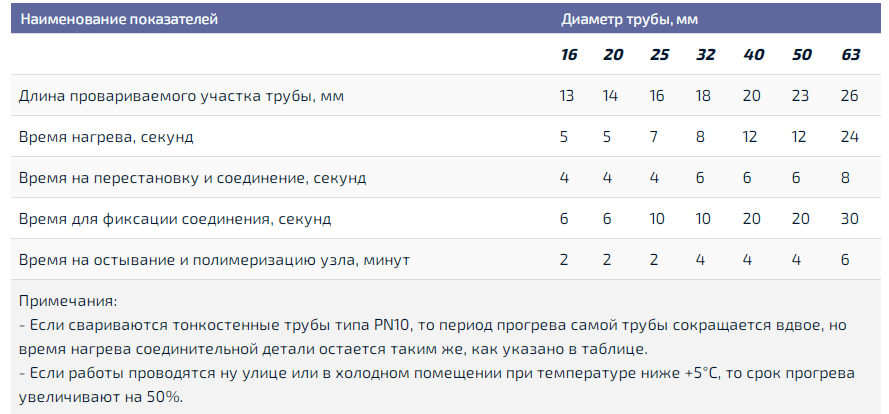
- Отмеряют от кромки и карандашом намечают ширину пояска провара. Делают это только на трубе. До этой точки ее вводят в нагревательную гильзу, затем – в ответный конец соединительного элемента (фитинга и пр.). По каждому диаметру есть свои значения ширины такого сегмента (указаны ниже в табл.).
- Если значимо взаимное соотношение сопрягаемых деталей, то наносят вторую метку. Пример: на одной из сторон отрезка уже приварен отвод 90°, с другой надо установить тройник, но так, чтобы центральный проход был под углом к нему относительно оси. Определяют точно размещение деталей, затем сопоставляют их и через границу по двум частям наносят черточку, которая поможет сориентировать части при сварке.
Если термическим способом привариваются краны и вентили из полимеров, то их рычаги должны быть в позиции «открыто», так как закрытое положение более предрасположено к накоплению влаги внутри. Даже ничтожное ее количество, превращаясь при нагреве в пар, может привести к стаскиванию изделия с битки термопрессовщика.
Этапы сварки полипропиленовых труб
Пайка полимерных труб поэтапно:
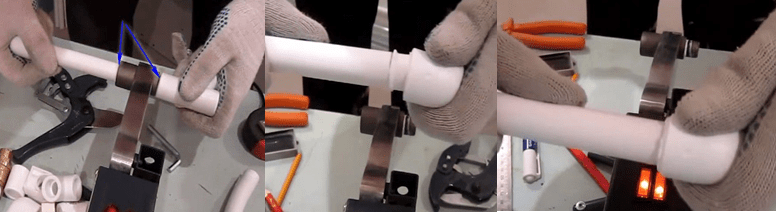
- Соединяемые элементы одновременно насаживаются на нагревательные вставки: труба – на муфту, соединительная деталь – на дорн. Первая вводится до нарисованной отметки, второй – до упора.
- После достижения нужной температуры и выдерживания требуемого времени (каждый диаметр со своим сроком) детали вынимаются из нагревательных гильз.
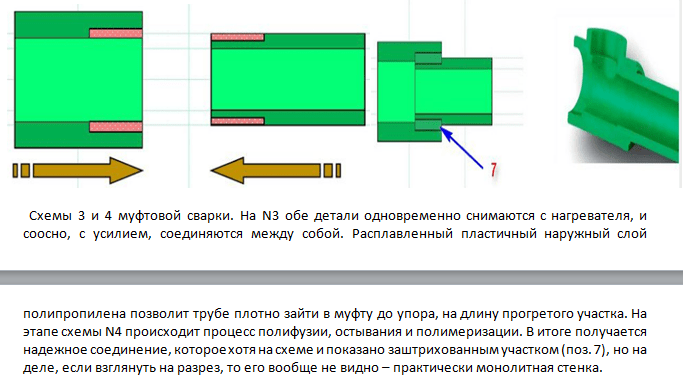
- Дальше есть несколько сек., чтобы придать частям правильного положения, соосности и вставить одну в другую, завести до намеченной черточки. Корректировка возможна, но легкая, без проворачивания по оси и только на протяжении 1 – 2 сек. Главное, чтобы не было перекосов.
- Сегменты удерживают в нужном выставленном положении, при этом важно исключить малейшие смещения на протяжении срока фиксации.
- Затем можно убрать руки и отложить соединение, но не нагружать его установленный период – за этот срок произойдет остывание и полимеризация.
Уменьшать сроки прогрева (кроме указанных исключений) нельзя, иначе обязательно будет разгерметизация. Увеличение возможно, но это прерогатива специалистов, решение требует опыта: некоторые мастера «на глаз» и ощупь различают более жесткий и более мягкий полипропилен. Но минимальная основа должна соблюдаться неукоснительно. Впрочем, можно провести тренировку, так как трубы и соединители не слишком дорогие.
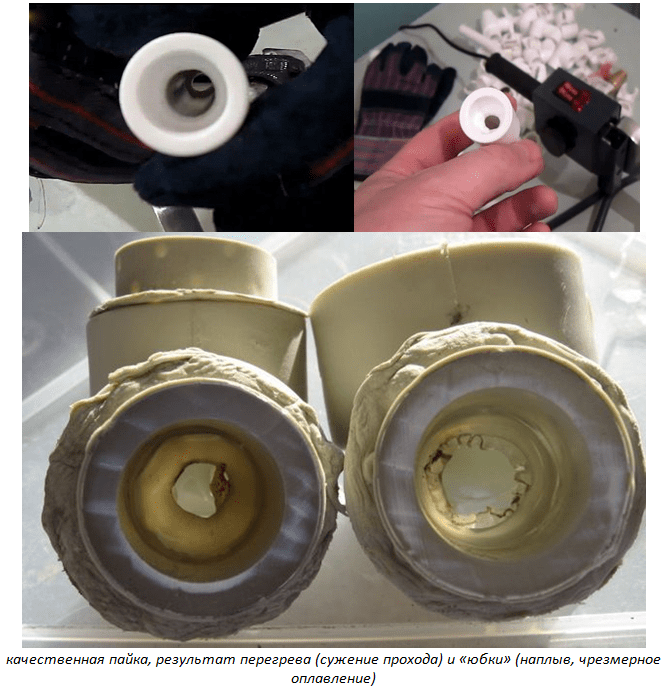
Качественная пайка дает на внутренней полости соединительной части аккуратный гладкий, обтекаемый валик высотой около 1 мм, он не будет мешать току воды. Снаружи также возникает схожий бортик, не портящий вид изделия, при плохой пайке он слишком большой и ассиметричный («юбка»).
Перегрева не должно быть – мягкий ПП при совмещении продавится внутрь, где возникнет габаритная юбка, мешающая току жидкости, она может расти, накапливать посторонние вещества, напор понизится. Такая часть будет испытывать увеличенные нагрузки и разгерметизируется.
Нюансы пайки армированных труб
Итак, есть 2 варианта: слой армировки близко к поверхности и глубоко в толще материала. По этой особенности разняться способы подготовки.
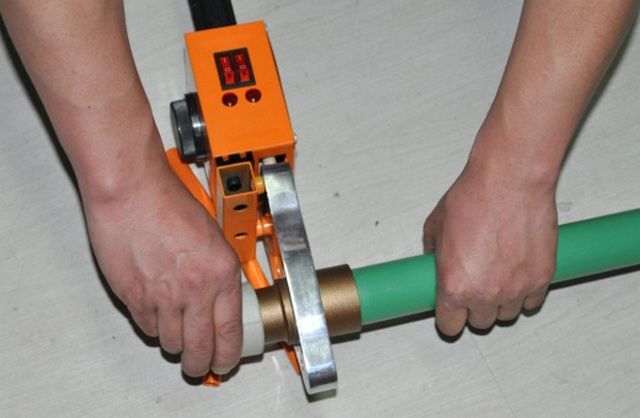
Близкая к поверхности фольга помешает прогреву. Также у такого проката диаметр немого больший, что не позволит им войти в нагревательную гильзу и соединительную деталь. Надо убрать такой слой до чистого полипрпилена. Применяется «шейвер», насаживаемый на перфоратор, шуроповерт, можно также двигать его руками. Труба вставляется в инструмент и проворачивается, ножи устройства постепенно последовательно делают срезку тонкой полимерной прослойки и фольги под ней. Обрабатывают, пока труба не упрется в дно прибора, он устроен так, что очистит ровно полосу, требуемую для пайки при используемом диаметре, то есть можно даже не делать разметку сегмента для сварки.
Весь зачищенный сегмент должен быть прогретым, затем вставлен в фитинг полностью – нельзя оставлять даже тонкую полоску зачищенной части.
Армировка глубоко в толще стенки. При таком слое есть иной нюанс: не защищенная с торцов труба будет расслаиваться, так как ток воды будет давить на срезы слоев, пытаясь войти под них, поддевая их. А также алюминий начинает корродировать, становится непрочным. Жидкость пробьет себе выход, сначала могут возникнуть волдыри, затем прорыв возникнет обязательно.
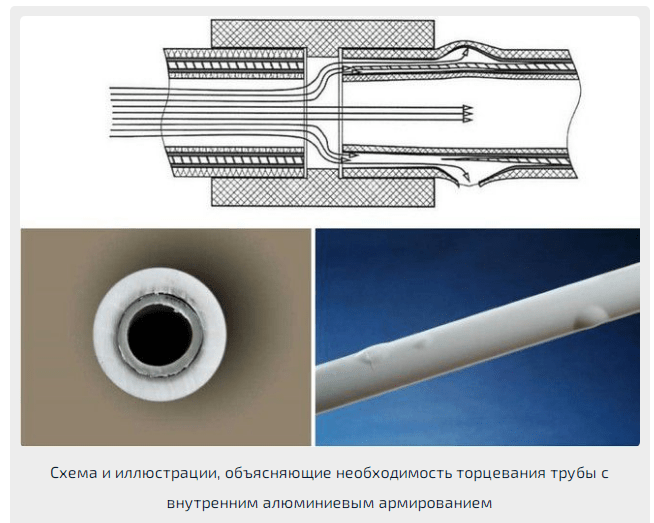
Чтобы устранить описанные недостатки, надо обработать концы так, чтобы они, оплавляясь, закрыли торцы полипропиленом. Для этого делают обработку торцевателем. Его ножи расположены иначе, чем у шейвера – они срезают фаску и снимают тонкую (1,5 – 2 мм) от среза нитку фольги по всей окружности. При размягчении возвышающиеся кромки создадут буртик, который закроет сделанный ровчик, наплавится на него
Трубы, армированные стекловолокном, особыми нюансами монтажа не обладают.
Типичные ошибки и как их избежать
Сначала надо провести по максимуму всю нужную пайку на рабочем столе, площадке, откладывая соединенные элементы, затем перейти к монтажу по помещению. Следует минимизировать работу у стены, на весу, так как придется одновременно держать тяжелый паяльник и вставлять в гильзы детали. К тому же надо будет развести сопрягаемые части, чтобы вставить в нагреватели, надо просчитать заранее, хватит ли имеющегося люфта для этого.

По неопытности можно собрать систему без учета описанного, возникнет ситуация, когда не будет возможности сделать последний шов.
Выход: разрезать линию и сделать вварку разборного соединительного сегмента или пары «резьбовой фитинг+американка». Приварить эти элементы не составит труда, а соединение будет надежным.

Узлы с малейшими сомнениями в прочности надо безжалостно вырезать и заменять.
Надо избегать следующего:
- недостаточного или чрезмерного нагрева;
- чрезмерного усилия (оно должно быть скорее уверенным, нежели сильным, не резким), иначе внутри возникнет «юбка» (наплыв);
- слишком слабого усилия: когда труба не входит до конца в соединительный элемент, остается сегмент увеличенного диаметра и с истонченной стенкой – это будущее место прорыва;
- нельзя пытаться исправить положение, подвигать части в промежуток схватывания и остывания. Даже если это внешне не проявится, в месте смешения материала появятся микротрещинки. Если по малейшим причинам соединение не понравилось – выбрасывайте, не надо его исправлять;
- при зачистке от армирования не должно оставаться даже крупинки фольги на подготовленном сегменте трубы.
Крайне рекомендовано использовать полипропиленовые трубы, фитинги и пр. одного производителя, бренда, так как у аналогичной продукции разных заводов могут быть микроскопические отличия химсостава, но они вполне могут привести к некачественной пайке.